
Классы швейных машин — вдохновение рукодельницы

Для того чтобы выбрать швейную машину для дома, необходимо иметь хотя бы начальное представление, какими эти самые машины бывают. То есть, следует знать, что бывают классы швейных машин и желательно разбираться в них. Для помощи Вам в ориентировании в море данных об этом оборудовании специально создана настоящая статья и ee продолжение (см. ниже).
Такой вид прикладного творчества, к которому относится шитье, в нынешнее время просто не мыслим без использования швейной машины. От момента появления первых из них в торговле на стыке 19 — 20 столетий распространение и развитие их шагнуло далеко вперед.
Модели швейных машин со временем усложнялись в конструкции и усовершенствовались технологически, в результате они получались специализированными и более быстроходными.
Соблюдайте правила копирования данного сайта!
Классы швейных машин
Все швейные машины принято разделять на две группы: домашние и производственные.
Классы промышленных швейных машин отличаются узкой специализацией каждой определенной машины. Также они обладают большими габаритами и массой, по сравнению с обычными домашними сородичами. В своей комплектации они имеют большой стол и мощный мотор.
Данные особенности обеспечивают машины этого класса большой скоростью выполнения работы, что является очень важной составляющей для производства швейных фабрик.
Наличие узких специализаций отдельных швейных машин обеспечивает им высокую надежность, быстроходность и неприхотливость в работе. Направления специализации машин бывают не только с ориентацией на толщину и качество ткани, но и с учетом выполнения отдельных производственных операций.
Люди, которые в своей жизни столкнулись с работой в швейном производстве, несомненно, сохраняют в своем сердце любовь к подобным маленьким гигантам , даже в дальнейшей деятельности стараются приобрести себе домой именно промышленную швейную машину, отдавая именно ей предпочтение перед существующими наворотами домашнего швейного оборудования, конечно, в тех ситуациях, если площадь квартиры позволяет это осуществить. Но, скорее всего, и домашняя швейная машина будет у них в арсенале. Как правило, следует иметь про запас как минимум две машины.
Представлен пример одной машины из великого множества промышленных швейных машин:
 Промышленная швейная машина – Sunstar KM 640BL 7S – стачивающая одноигольная машина. Как Вы могли уже понять, каждая швейная машина выполняет какое-то определенное действие. В данном случае – это осуществление прямой строчки, но еще по конкретному типу ткани
Промышленная швейная машина – Sunstar KM 640BL 7S – стачивающая одноигольная машина. Как Вы могли уже понять, каждая швейная машина выполняет какое-то определенное действие. В данном случае – это осуществление прямой строчки, но еще по конкретному типу ткани
Еще одной причиной, по которой профессионалы отдают предпочтение именно промышленным машинам, является их величина, а конкретнее – большая длина вылета рукава (так принято называть станину машины). Человек никогда не шивший на подобной швейной машине вряд ли поймет всю прелесть этого преимущества. Потому как, промышленная швейная машина, имеющая большой вылет рукава, позволяет не только совершать быстрое выполнение строчек, но и крутить в разных направления довольно громоздкие вещи, например пальто, что в свою очередь очень и очень удобно при работе.
————————————————-
Получается, что на каждый отдельный вид швейной операции была придумана специальная швейная машина. По своей специализации их делят на: специальные и стачивающие. К специальным швейным машинам относят: пуговичные, потайного стежка, обметочные, закрепочные, подшивочные, петельные, машины для выполнения скорняжных работ, а также для работы с кожей и многие другие.
От того, как переплетается нить в стежке швейной машины, их подразделяют на две подгруппы: машины цепного стежка и челночного стежка.
Практически все стачивающие машины, не зависимо – промышленные они или бытовые, относятся к машинам челночного стежка.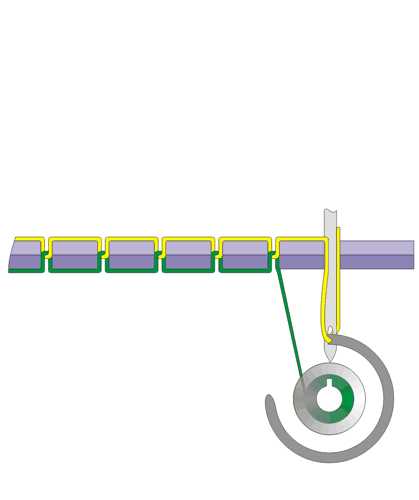 На изображении показан принцип получения челночного стежка: верхняя нить иглы (желтая) забирает на себя нижнюю нить с челнока (зеленую) и переплетается с ней ровно посередине стачиваемого полотна
На изображении показан принцип получения челночного стежка: верхняя нить иглы (желтая) забирает на себя нижнюю нить с челнока (зеленую) и переплетается с ней ровно посередине стачиваемого полотна
Многочисленные специальные машины являются машинами челночного стежка. Ниже представлен один такой образец.
 Protex TY-6810/6820 – машина, используемая в производстве спортивной и кожаной обуви, а также кожаных сумок и др.
Protex TY-6810/6820 – машина, используемая в производстве спортивной и кожаной обуви, а также кожаных сумок и др.
Цепной стежок осуществляется по другому принципу. Принцип его образование более схож с вязанием крючком, так как нити при его получении переплетаются подобным способом. Машина не имеет челнока, зато обладает другими устройствами, которые действительно чем-то напоминают крючки для вязания. К таким машинам относят:
оверлоки -машины, предназначенные для обработки среза;
коверлоки — машины, которые служат для подшивки трикотажа, а также его одновременной обметки;
некоторые специальные машины – сюда можно отнести остальное разнообразие подобных машин, например петельные.
 Sunstar SPS/B-BH6000 – швейная машина. Петельный электронный полуавтомат цепного двойного стежка для выполнения петель с глазком, имеет встроенный мотор. Скорость шитья колеблется: 1000 – 2200 об/мин
Sunstar SPS/B-BH6000 – швейная машина. Петельный электронный полуавтомат цепного двойного стежка для выполнения петель с глазком, имеет встроенный мотор. Скорость шитья колеблется: 1000 – 2200 об/мин
Цепной стежок можно встретить на некоторых стачивающих машинах, его чаще используют в тех случаях, в которых необходимо обеспечить изделие дополнительной прочностью и эластичностью, к таким можно отнести – средние швы брюк или проймы. Несомненно, вы видели такой вид шва. Вы можете потянуть за одну из нитей, так весь шов начнет распускаться.
Останавливаться долго не буду на промышленных швейных машинах. Рассказала и представила некоторые из них для того, чтобы ознакомить многих домашних швей, так как чаще всего подобная информация о швейном производстве и оборудовании для них в новинку. Дальнейшее развитие темы представлено в статье: Как выбрать швейнаую машину для дома. Бытовые швейные машины.
Посмотрите также: Уход и эксплуатация швейной машины и узнайте Историю швейной машины.
Похожие статьи:
Шитье и крой → Как научиться шить. Швейные термины
Шитье и крой → Штора на кухню. Фото — занавеска Каскад
Шитье и крой → Косой крой — 2: свойства и предварительная обработка
Шитье и крой → Косой крой — 1: особенности и история возникновения
Шитье и крой → Как научиться шить. Запошивочный, бельевой шов
rykodelniza.ru
Промышленные швейные машины. | МИР ШВЕЙНЫХ МАШИН

Промышленные швейные машины предназначены для профессионального использования на больших швейных предприятиях и фабриках по пошиву одежды. В настоящий момент существует большое разнообразие типов и разновидностей промышленных швейных машин для выполнения различных операций по шитью одежды, обуви и многих других изделий. Стоимость промышленных швейных машин обычно превосходит стоимость бытовых швейных машин в 2, 3, а то и во много раз больше. Операции, которые выполняет та, или иная швейная машина, узкоспециализированы и немногочисленны. Но несмотря на это, в среде небольших ателье и швейных салонах по пошиву заказной одежды, такие машины пользуются хорошим спросом, так как они очень высокопроизводительные, мощные и надёжные. По сравнению с бытовой швейной машиной, даже старая промышленная машина будет превосходить её в скорости, мощности и прочности, а по цене будет стоить также, или дешевле. Комплект промышленной швейной машины — это уже готовое рабочее место и обычно состоит из самой швейной машины, электродвигателя, светильника и стола, на котором всё это располагается. Чаще всего из машин, выпушенных нашим отечественном производством, такими ателье используются старые машины ( потому что они уже давно не выпускаются). Это швейные машины 22-класса, класс-1022, 97-й класс, скорняжные 10Б, оверлоки 51А класс и некоторые другие. Затраты на приобретение такой техники невелики и поэтому сегодня швейный бизнес может открыть каждый желающий. Обычно с покупки бывшего в употреблении промышленного швейного оборудования всё и начинается. После некоторой раскрутки собственного предпрития в дальнейшем всё же появляется желание купить новую промышленную швейную машину, например PROTEX, YAMATA, FEYUE, JUKI, BROTHER, VELLES, но по этому поводу мы приглашаем вас уже к нам, в магазин » МИР ШВЕЙНЫХ МАШИН «. Там наши консультанты расскажут вам, какие на сегодняшний момент существуют промышленные швейные машины, чем отличаются и какую лучше купить промышленную швейную машину в соответствии с вашими запросамми. А сейчас мы рады вам предложить информацию — что же собой преставляют именно наши отечественные швейные машины ? Как их правильно эксплуатировать и как ремонтировать ?
Промышленные швейные машины 1022 и 22 класса:
Из старых промышленных швейных машин сейчас широко распространены швейные машины 22 класса и класса 1022. Немного отличаютя дизайном, громкостью шитья и некоторыми мелочами. Машина клааса 1022 более похожа на современные швейные машины, имеет устройство для автоматической намотки шпульки, большой и удобный рычаг подачи материала на реверс для закрепки строчки, регулятор длины стежка и централизованная автоматическая смазка. В отличие от машины 1022, промышленная швейная машина 22 класса выглядит более обтекаемой и попроще. Регуляторы смены режимов шитья достаточно жесткие и мелкие.
Машина класса 1022 тоже неплохая. С её шумами тоже можно бороться. Просто необходимо время от времени смазывать её маслом для швейных машин, а редукторные передачи специальном густым маслом ( литол или солидол ). Уровень шума будет такой же как и в машине 22 класса.
Ну а в общем машины 22 класса и класса 1022 практически одинаковы по качеству шитья и надёжности. Машины просты в экплуатации, регулировке и настройке. Хорошо ремонтопригодны, для них имеются везде в большом количестве запасные детали и запасные части. И та и другая машины очень хорошо шьют ткань любой толшины и кожу. В остальном же, машины эти практически ничем не отличаются — просты в эксплуатации и настройке, выдерживает большие нагрузки. Машины 22 класса и класса 1022 могут выдерживать любые обьёмы швейных работ, иначе бы они не дожили до наших дней. И такие их параметры являются решающим фактором для приобретения в небольшие швейные мастерские по пошиву одежды и ателье, у которых денег на приобретения дорогой швейной техники может и не быть.
Промышленная швейная машина класс 97А
Промышленная швейная машина класс 97 А. Её основное назначение, это шитье прямой строчкой тканей средней и тонкой толщины ( сорочки, костюмы, легкие женские платья …). Не смотря на древность модификации, в швейной машине присутствует роторный нитепритягиватель и автоматическая централизованная смазка узлов и механизмов. К достоинствам промышленной машины 97 класса относятся высокая производительность, бо’льшая бесшумность по сравнению с машинами классов 22 и 1022 и качественная строчка. К недостаткам — машина не предназначена для шитья толстых тканей, нежелательно шить верхнюю одежду, шубы, пальто, брезент. Кроме того, что машина изначала задумывалась для шитья костюмной ткани, с развитием трикотажнй промышленности, обнаружилось, что она превосходно может шить любой трикотаж, даже самой сложной фактуры. 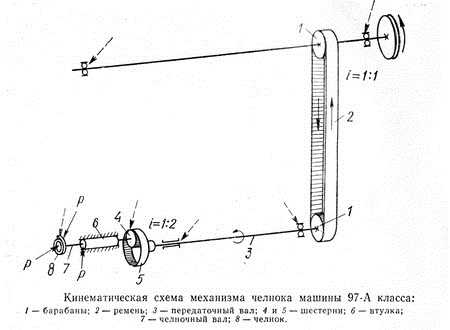 Из-за того, что колесо главного рабочего вала вращается в обратную сторону ( от себя), машина в настройке будет несколько сложнее, вернее необычнее, но для опытного настройщика регулировка швейной машины не будет составлять большого труда.
Из-за того, что колесо главного рабочего вала вращается в обратную сторону ( от себя), машина в настройке будет несколько сложнее, вернее необычнее, но для опытного настройщика регулировка швейной машины не будет составлять большого труда.
Промышленная швейная машина класса 97А имеет у себя точно такую же челночую систему, как и промышленныешвейные машины 22, 1022 классов, но отличается от них принципиально наличием приводного ремня, соединяющего низ швейной машины с её верхом. Такая конструктивная особенность и делает промышленную швейную машину класса 97А практически бесшумной.
Промышленный оверлок 51 и 51А класс:
 Промышленные оверлоки 51 класса сейчас находятся практически в каждом ателье не смотря на то, что серьёзные предприятия их уже не используют. Такой оверлок не занимает много места, в случае если на него установить портативный электродвигатель, чем с удовольствием воспользовались китайцы. Только в Китае сейчас выпускаются оверлоки 51 класса упрощённой конструкции. В отличие от старого его предка, новый китайский оверлок лишён автоматической смазки, но и в то же время стал компактным, переносным и очень удобным даже для домашнего использования. По качеству ничем не уступает его российскому прародителю и его можно свободно купить у нас, в фирме «МИР ШВЕЙНЫХ МАШИН». Конечно серия оверлоков 51 класса давно устарела и обработать на них можно далеко не все современные материалы, но для обмётывания средних костюмных, пальтовых, джинсовых тканей это идеальный аппарат. Одной из последних разработок Подольского завода стали оверлоки 51 класса с индексом А. В этой модификации применено доусовершенствование, присутствует дифференциальная подача ткани. Оверлоки класса 51А теперь с успехом могут обметывать любые трикотажные ткани.
Промышленные оверлоки 51 класса сейчас находятся практически в каждом ателье не смотря на то, что серьёзные предприятия их уже не используют. Такой оверлок не занимает много места, в случае если на него установить портативный электродвигатель, чем с удовольствием воспользовались китайцы. Только в Китае сейчас выпускаются оверлоки 51 класса упрощённой конструкции. В отличие от старого его предка, новый китайский оверлок лишён автоматической смазки, но и в то же время стал компактным, переносным и очень удобным даже для домашнего использования. По качеству ничем не уступает его российскому прародителю и его можно свободно купить у нас, в фирме «МИР ШВЕЙНЫХ МАШИН». Конечно серия оверлоков 51 класса давно устарела и обработать на них можно далеко не все современные материалы, но для обмётывания средних костюмных, пальтовых, джинсовых тканей это идеальный аппарат. Одной из последних разработок Подольского завода стали оверлоки 51 класса с индексом А. В этой модификации применено доусовершенствование, присутствует дифференциальная подача ткани. Оверлоки класса 51А теперь с успехом могут обметывать любые трикотажные ткани.
Промышленная петельная машина 25 класс:
 Внастоящее время существуют много типов промышленных швейных иашин для вымётывания петель под пуговицы. Они различаются между собой по способу вымётывания петель. Это машины одно, или двухигольные, челночного стежка, или цепного.При изготовлении петель машина автоматически пробивает отверстие внутри петли. Петли, вымётываемые на таких швейных машинах, могут быть обычные прямые, с закруглением, глазковые и т. д. Рассмотрим доисторический аппарат — промышленная петельная машина 25 класс. Эта машина активно применяется в мелкосерийном производстве по пошиву одежды, в ателье, выполняет прямую петлю без глазка простым челночным стежком. Славится своим качеством выполняемых работ и безотказностью, если машину своевременно обслуживают и правильно настраивают.
Внастоящее время существуют много типов промышленных швейных иашин для вымётывания петель под пуговицы. Они различаются между собой по способу вымётывания петель. Это машины одно, или двухигольные, челночного стежка, или цепного.При изготовлении петель машина автоматически пробивает отверстие внутри петли. Петли, вымётываемые на таких швейных машинах, могут быть обычные прямые, с закруглением, глазковые и т. д. Рассмотрим доисторический аппарат — промышленная петельная машина 25 класс. Эта машина активно применяется в мелкосерийном производстве по пошиву одежды, в ателье, выполняет прямую петлю без глазка простым челночным стежком. Славится своим качеством выполняемых работ и безотказностью, если машину своевременно обслуживают и правильно настраивают.
Технические характеристики полуавтоматической петельной машины 25 класс:
Частота вращения главного вала, об/мин: при изготовлении петли . . 2000 перед прорубанием ткани . . 1000
Длина петли, мм …….11—32
Ширина петли, мм … . 2,5—5
Ширина кромки петли, мм . . . 1—2,5
Число стежков в петле (регулируют
сменными шестернями) …. 92—436 Расстояние между кромками, мм До 1 Высота подъема нажимателя ткани над игольной пластиной, мм До 13
Иглы………….Тип 3, группа Р, № 75, 85, 90 и
100 (ГОСТ 7322—55) Нитки:
хлопчатобумажные …. 6,5 текс X 3 (№ 60,6/3) —
10,0 текс X 3 (№ 100/3) ГОСТ 6309—73
каркасные ……..34 текс X 3 (№ 29,4/3)
ГОСТ 6309—73 Габарит головки полуавтомата, мм 600X300X540 Масса полуавтомата, кг …. 55
Ю Заказ № 1230 ‘* 289
Процесс изготовления петли:
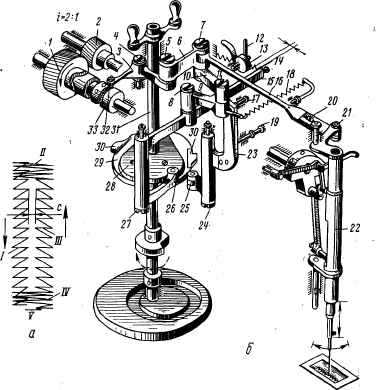
Рис. 5.74. Схема образования петли (а) и механизм иглы (б)
полуавтомата 25-А кл.
В конце обметывания левой кромки петли величина продвижения ткани уменьшается, одновременно
изменяется и направление ее движения (на обратное). Ткань движется от ра- ботающего, рамка игловодителя смещается вправо, а игловодитель в этот момент получает увеличенное отклонение поперек платформы. Происходит изготовление первой закрепки. После изготовления первой закрепки величина продвижения ткани
снова увеличивается, а поперечное отклонение иглы уменьшается до величины отклонения иглы при обметывании левой кромки петли. Этим создается расстояние с между кромками петли. Происходит обметывание правой кромки петли.
Когда правая кромка петли сравняется по длине с левой, продвижение ткани замедляется. Игловодитель смещается влево поперек платформы, шаг иглы вновь увеличивается, и полуавтомат начинает выполнять вторую закрепку IV. После изготовления второй закрепки полуавтомат переключается на пониженную частоту вращения главного вала. Происходит включение механизма ножа. Ткань прорубается ножом посередине между кромками петли. После прорубания ткани игла уменьшает поперечные колебания, располагаясь посередине петли для выполнения трех-четырех закрепляющих стежков V. На этом цикл обметывания петли заканчивается, и полуавтомат выключается. При подъеме лапки происходит обрезка верхней и нижней ниток. Размеры петли определяются размерами пуговиц. По диаметру пуговицы подбирают длину ножа, которая на 1,0—1,5 мм должна быть больше диаметра пуговицы.Умопомрачительная технология, даже не пытайтесь ремонтировать такую машинку самостоятельно! Разве что чистить, смазывать и подкручивать ослабшие винты. Для многих значительные затруднения вызывает даже заправка нитки. На рисунке выше мы приводим схему заправки верхней нити.
Промышленная швейная машина Textima 8332:
Машина 8332/3705 класса.
объединения «Текстима» (ГДР)
Швейная промышленная машина 8332/3705 класса объединения народных предприятий «Текстима» предназначена для стачивания материалов из натуральных и смешанных волокон невысокой поверхностной плотности однолинейной строчкой с челночным стежком. Машина имеет верхний механизм перемещения материала и подвижную лапку. В машине предусмотрена раздельная регулировка верхней и нижней реек.
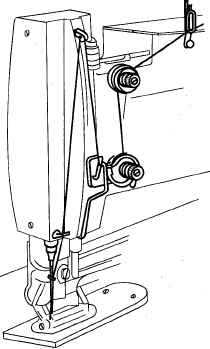
Заправка верхней и нижней ниток.
Верхнюю нитку с бобины или катушки, надетой на стер- жень бобинной стойки, сверху направо проводят в три отверстия пластинчатого нитенаправителя 1 (рис. 24), в три отверстия второго пластинчатого нитенаправителя 2, сверху вниз вводят в ните направительную трубку 12, против часовой стрелки проводят между шайбами 10 регулятора натяжения, заводят в петлю нитепритягивательной пружины 11 и направо вверх проводят в проволочный нитенаправитель 4, слева направо заправляют в ушко нитепритягивателя 3, проводят вниз через проволочные нитенаправители 4, 5, 6, 7, закрепленные на фронтовой крышке. чика 9 и втулки 7 после ослабления винтов 4 и 2. 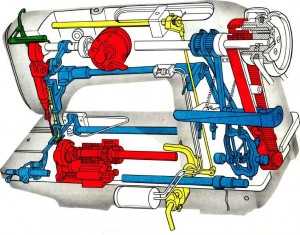
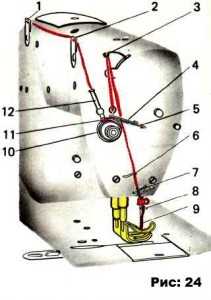 Нитку вводят в петлю проволочного нитенаправителя 8, закрепленного на игловодителе, и справа налево вводят в ушко иглы 9, установленной коротким желобком вправо. Нижнюю нитку справа налево последовательно проводят через три отверстия пластинчатого нитенаправителя 24 (рис. 25), по часовой стрелке — между шайбами 25 регулятора натяжения 12, справа налево — под нитенаправительной скобой 13, над шпинделем 5. Конец нитки против часовой стрелки заводят под крыш- ку 18 обрезателя нитки. Затем берут пустую шпульку и надевают ее на шпиндель 5, ориентируя паз шпульки относительно выступающей части пружины 6, причем нитка должна за- жаться между задней стенкой шпульки и торцевой поверхностью шпинделя 5.
Нитку вводят в петлю проволочного нитенаправителя 8, закрепленного на игловодителе, и справа налево вводят в ушко иглы 9, установленной коротким желобком вправо. Нижнюю нитку справа налево последовательно проводят через три отверстия пластинчатого нитенаправителя 24 (рис. 25), по часовой стрелке — между шайбами 25 регулятора натяжения 12, справа налево — под нитенаправительной скобой 13, над шпинделем 5. Конец нитки против часовой стрелки заводят под крыш- ку 18 обрезателя нитки. Затем берут пустую шпульку и надевают ее на шпиндель 5, ориентируя паз шпульки относительно выступающей части пружины 6, причем нитка должна за- жаться между задней стенкой шпульки и торцевой поверхностью шпинделя 5. 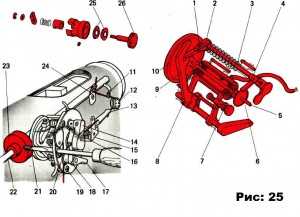 Затем рычаг 17 поворачивают против часовой стрелки, и огра ничитель 4 входит между стенками шпульки. При включении машины нитки наматываются на шпульку. Когда на шпульку намотается заданное количество ниток, моталка автоматически вы ключится, причем крышка 14 повернется по часовой стрелке и появится возможность снять шпульку со шпинделя 5. Нитку шпульки подводят под крышку 18 и резким движением руки вперед обрезают нитку с помощью ножа 7.
Затем рычаг 17 поворачивают против часовой стрелки, и огра ничитель 4 входит между стенками шпульки. При включении машины нитки наматываются на шпульку. Когда на шпульку намотается заданное количество ниток, моталка автоматически вы ключится, причем крышка 14 повернется по часовой стрелке и появится возможность снять шпульку со шпинделя 5. Нитку шпульки подводят под крышку 18 и резким движением руки вперед обрезают нитку с помощью ножа 7.Регулировка механизма иглы.
Высота иглы 13 (рис. 26) относительно носика челнока 10 регу- лируется вертикальным перемещением иглодержателя 14 внутри игловодителя 19 после ослабления стягивающего винта 20 установочного кольца 15.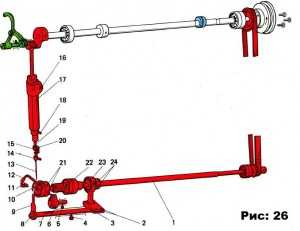
Положение иглы 13 относительйо центра отверстия в игольной пластине регулируется поворотом направляющей 17 после ослабления винта 18 и болта 16.
Регулировка механизма челнока и отводчика.
Своевременность подхода носика челнока 10 к игле регулируется поворотом челнока в плоскости его вращения после ослабления винтов 21. При регулировке необходимо достичь того, чтобы при подъеме иглы 13 из крайнего нижнего положения на 1,8—2 мм носик челнока был выше ушка иглы на 1—1,1 мм. Зазор между носиком челнока и иглой, который должен быть равен 0,1—0,05 мм, регулируется осевым перемещением челнока 10 вдоль вала 1 после ослабления винтов 21. В том же направлении необходимо переместить картер 6 после ослабления винта 5.
Зазор между установочным пальцем пластины 12 и стенкой паза шпуледержателя, который должен быть равен 0,7 мм, регулируется про- дольным смещением пластины 12 после ослабления винта 11.
Количество масла, подаваемого челноку 10 из картера 6, регулируется винтом 22. Если этот винт вывинчивать, то количество подаваемого челноку масла увеличится.
Своевременность нажима отводчика 9 на выступ шпуледержателя регулируется поворотом главного вала после ослабления двух винтов 24 эксцентрика 23. Отводчик 9 должен начать нажим на выступ в момент начала выхода петли верхней нитки из челночного устройства (меж- ду установочным пальцем пластины 12 и стенкой паза шпуледержателя).
Положение отводчика 9 относительно выступа шпуледержателя регулируется поворотом вала 8 вместе с отводчиком 9 после ослабления двух стягивающих винтов 2 коромысла 3. Положение отводчика 9 в осевом направлении относительно выступа шпуледержателя регули- руется осевым перемещением вала 8, отвод-чика 9 и втулки 7 после ослабления винтов 4 и 2.
Регулировка механизма перемещения материала.
Перемещение материала нижней рейкой 11 (рис. 27) регулируется поворотом рычага 1 после ослабления гайки 2. Если поворачивать его про- тив часовой стрелки (если смотреть с фронтальной стороны машины), то перемещение увеличится. Перемещение материала верхней рейки 36 регулируется поворотом рычага 5 после ослабления гайки 3. 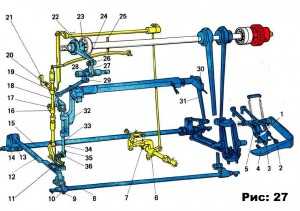 При его повороте против часовой стрелки перемещение рейки 36 увеличится. Чтобы закрепить строчку, работающий отводит рукоятку 4 вниз.
При его повороте против часовой стрелки перемещение рейки 36 увеличится. Чтобы закрепить строчку, работающий отводит рукоятку 4 вниз.
Высота подъема нижней рейки 11 регулируется поворотом коромысла 10 после ослабления винта 9. Зубцы рейки должны подниматься над уровнем игольной пластины на высоту 1 мм. Местоположение зубцов рейки 11 в прорезях игольной пластины регулируется поворотом коромысла 14 после ослабления стягивающего винта 13, если рейку 11 нужно переместить поперек платформы машины. При необходимо- сти перемещения рейки 11 вдоль платформы ослабляют винты 9 и 13 и коромысла 10 и 14 вместе с рычагом 12 перемещают вдоль валов 8, 15.
Высота подъема верхней рейки 36 и лапки 34 регулируется перемещением винтовой шпильки 26 по прорези коромысла 27. Если винтовую шпильку 26 вместе с передней головкой шатуна 24 опускать, то вертикальные перемещения верхней рейки 36 и лапки 34 возрастут. Своевременность вертикальных перемещений верхней рейки 36 и лапки 34 регулируется поворотом главного вала после ослабления винтов 23 эксцентрика 22.
Положение верхней рейки 36 относительно лапки 34 регулируется поворотом коромысла 29 после ослабления стягивающего винта 28. Положение лапки 34 по вертикали относительно верхней рейки 36 регулируется вертикальным перемещением стержня 18 после ослабления винтов 19, 17 муфты 16.
Положение верхней рейки 36 относительно лапки 34 в направлении поперек платформы машины регулируется поворотом рамки 32 после ослабления винта 30 коромысла 31. Положение верхней рейки 36 по вертикали относительно лапки 34 и параллельность их рожков регулируются вертикальным перемещением верхней рейки 36 вдоль стержня 33 или поворотом рейки 36 после ослабления винта 35.
Регулировка узла лапки.
Давление лапки на материал регулируется винтом 25 благодаря деформации пластинчатой пружины. Угол поворота рычага 6 в исходное положение при опускании лапки регулируется винтом 7 после ослабления его контргайки. Угол поворота нитепритягивательной пружины в результате натяжения верхней нитки регулируется вертикальным перемещением ограничителя 21 после ослабления винта 20.
Регулировка моталки для намотки ниток на шпульку.
Положение диска 23 (см. рис. 25) относительно фрикционного шкива 10 регулируется его осевым смещением вдоль оси главного вала 22 после ослабления винта 21. Количество ниток, наматываемых на шпульку, регулируется поворотом ограничителя 4 вместе с валом 3 после ослабления винта 1 коромысла 2. Перед регулировкой необходимо демонтировать моталку, для чего отвинчивают три винта 19, ослабляют винт 16, закрепляющие в картере 15 трубку фитиля, и крышку 20 выдви- гают вперед. Положение вилки коромысла 9 относительно коромысла 2 для фиксации моталки в рабочем положении регулируется поворотом коромысла 9 после ослабления винта 8. Натяжение нитки на шпульке регулируется пово- ротом рукоятки 26, равномерность намотки ниток на шпульку — осевым перемещением регулятора натяжения 12 после ослабления винта 11 в такое положение, чтобы шайбы 25 раз- мещались посередине оси шпульки, надетой на шпиндель 5.
Большинство неполадок работе промышленных швейных машин Текстима произходит в результате сбоя синхронизации движения иглы и челночного механизма, нарушений зазоров между иглой и носиком челночного устройства. При накоплении грязи в челноке и по ходу заправки нити, возможно неправильное её натяжение, не поддающееся регулировке самим регулятором натяжения нити. В результате возникает плохой некачественный шов и возможно даже грязный, так как нитка мажется проходя сквозь загрязнённые участки. Сответственно при неправильном натяжении нитей возможно стягивание материала, если одна из нитей перетянута, или путляние, если нитка ослаблена. Обязательно вычистите всю швейную машину, смажьте машинным маслом, удалите лишнее стёкшее масло сухой ветошью, замените на всякий случай швейную иглу и шпульку и возможно серьёзный ремонт после всех манипуляций вам делать не придётся.
Конечно в этой статье перечислены далеко не все промышленные швейные машины , применявшиеся в СССР и применяющиеся сейчас на мелких производствах по пошиву одежды и в ателье. Ряд моделей промышленных швейных машин очень специфичен по своей функциональности (это колонковые, рукавные, смёточные, распошивалки), и некоторые машины просто не нашли нужного применения. Если у кого-то у есть нечто подобное, то смазка, регулировка, настройка будут примерно такими же, как описано выше. Ну и в завершение, лучше не допускайте свою промышленную машину в состояние непригодности для шитья, своевременно смазывайте её, чистите, применяйте в соответствии с назначением и она прослужит вам ещё долгие годы.
1.krasnodarsewinger.ru
Классы швейных машин — Собственный швейный бизнес
Классы швейных машин имеют огромное разнообразие, каждый класс швейной машины создан для конкретной задачи. В ряде случаев платформа швейной машины имеет U-образную или П-образную форму, что обусловлено удобством выполнения той или иной технологической операции пошива. Например, если из ткани необходимо получить изделие в виде трубки или рукава, то это можно сделать на машине с U-образной платформой. Таковы машины двухниточного цепного стежка 237 класса для обработки рукавов мужских сорочек двумя параллельными строчками с образованием шва взамок и 337 класса для стачивания
рукавов из стеклотканей к фильтрам тремя параллельными строчками. Распошивание краеобметочных швов на верхних и бельевых трикотажных изделиях выполняется на двух-игольных машинах трехниточного цепного стежка 474 и 574 классов с П-образной платформой и движением материала на платформу.
Как правило, корпус машины или рукав с платформой, смонтированные при необходимости с картером для смазки, устанавливаются на промышленном столе, где монтируются также электропривод, катушечная стойка, педали управления пуском машины и подъемом лапки. На столе предусмотрены кнопка включения электродвигателя, ящик для инструмента и вспомогательных принадлежностей. На некоторых классах швейных машин рукав с платформой, называемые головкой машины, неотделимы от промышленного стола, который в свою очередь может быть выполнен в виде корпуса, цилиндрической тумбы на колесах или тумбы, перемещающейся по направляющим каретки. К таким машинам можно отнести специальную швейную машину 235 класса для соединения однониточной цепной строчкой кусков мокрых тканей в отделочных цехах ткацкого производства и машину 267 класса для соединения встык основ ковровых изделий однониточной цепной краеобметочной строчкой. Машина 267 класса продвигается вдоль неподвижного края основы ковровых изделий по направляющим на длину до 3,5 метра со скоростью около 2 метров в минуту.
Есть крупногабаритные классы швейных машин, которые могут иметь массу 2,5—3 тонны, а высоту, длину и ширину более 1,5— 2,5 метра.
В качестве примеров можно привести классы швейных машин 40 и 200 классов. Первая из них внешне не похожа на швейную машину, а вторая представляет собой как бы увеличенную копию обычной швейной машины.
Машина 40 класса предназначена для выстегивания ватного полотна одновременно 14 параллельными однониточными цепными строчками. Такое полотно затем разрезается на отдельные заготовки на резальном устройстве, которым комплектуется машина. На машине изготавливают заготовки для спортивных матов, сидений автомобилей и тракторов и другие подобные изделия. Машина может выстегивать и разрезать заготовки шириной до 1300 миллиметров и толщиной до 60 миллиметров в сжатом состоянии (под лапкой). Игла такой машины имеет толщину 4 миллиметра, т. е. напоминает гвоздь, а площадь, занимаемая машиной, монтируемой на фундаменте, превышает 6 квадратных метров.
Четырехигольная машина 200 класса предназначена для соединения крупногабаритных резинотехнических изделий четырьмя двухниточными цепными строчками. Вылет рукава машины 1,5 метра, габарит 2680 х1360 х 1880 миллиметров, масса 1800 килограммов. Материал перемещается путем взаимодействия зубчатой рейки и транспортирующей лапки. Для удобства перемещения крупногабаритных изделий имеются дополнительные направляющие валики.
FacebookНажмите «Начать»
в Facebook Messenger
Нажмите «Разрешить уведомления» на след. странице
svoya-shveyka.ru
Виды швейных машин
Отличительные особенности современных швейных машин
Всем нам знаком образ старинной «Зингеровской» или «Подольской» швейной машины. Как же далеко ушли сегодня швейные машины по внешнему виду и возможностям от старой «бабушкиной» прямострочной машины! Это и радует, и пугает. А какое разнообразие моделей! Решившись на новую покупку, нам приходится изрядно поломать голову.
Всё уже придумано: игла давным-давно изобретена, в основе всех машин лежит один и тот же принцип работы, которого пока никто не отменял. А в результате многолетней работы фирмы-производители достигли одних и тех же высот, только шли они разными путями. Это и различает сегодня швейные машины.
Мы привыкли сравнивать: «Пусть старая машина была тяжелая, но зато какая надёжная! А как выполняла прямую строчку!Современные так не могут». Это неверный подход. Да, мы потеряли в качестве одной-единственной операции, но приобрели при этом несравненно больше!
Общие характеристики современных швейных машин
Прежде чем сравнивать машины, необходимо узнать, что же их объединяет. Что сегодня «умеет» каждая машина, независимо от фирмы-производителя? Речь не идёт о ручных или ножных механических машинах. Мы будем рассматривать только машины с электроприводом. Итак, сегодня все машины имеют светлый пластиковый или облегчённый металлический корпус. От этого они не менее надежны, т. к. внутри, как правило, станина. Детали ходовой части металлические.
Современные машины гораздо мощнее своих предшественниц. Многих, порой, удивляет, как такая хрупкая машина с лёгкостью прошивает толстую ткань в несколько слоев или даже кожу. Это действительно так. Пожалуй, это одно из основных требований, предъявляемых сегодня к машине.
Скорость шитья также заметно возросла: она может регулироваться силой нажатия на педаль или устанавливаться специальными режимами. Все без исключения машины имеют свободную рукавную платформу для обработки брюк, манжет или других узких деталей. Значительно упростилась заправка верхней нити.
Любая машина может выполнять не менее пяти швов, среди которых специальные эластичные швы для трикотажа и швы, имитирующие оверлок. В некоторых моделях их несколько видов. В комплект любой машины входит базовый набор лапок, еще больше расширяющий возможности машины.
Отличительные особенности современных швейных машин
Каждая из фирм-производителей вправе гордиться особыми достижениями в этой области. Неверно было бы называть их преимуществами, скорее особенностями, некими изюминками, способными нас удивить и отличить одну от другой.
Многие из фирм сохранили традиционную конструкцию вертикального челнока, а другие используют горизонтальный челнок. Шпулька просто вкладывается сверху, что облегчает заправку нижней нити и предотвращает её обрыв или запутывание.
Некоторые фирмы предлагают специальные приспособления для автоматической заправки верхней нити, а намотка на шпульку может теперь производиться через иглу, есть и такие, в которых автоматически отключается работа иглы. Для облегчения продвижения ткани придумали специальное устройство – транспортёр двойной подачи.
Одни встраивают его в машину, другие выпускают в виде дополнительной лапки, используемой в отдельных случаях. Есть машины, в которых не надо вытягивать наверх нижнюю нить – машина это сделает сама при первом же стежке.
В некоторых машинах предусмотрены коленный и даже автоматический подъём лапки. Для поддержки начинающих конструкторы одной из фирм придумали так называемый «швейный советник», вынесенный на корпус машины: он определяет необходимые параметры настройки для основных швейных операций при различных видах ткани. Технология изготовления настолько совершенна, что некоторым машинам смазка не только не требуется, но даже противопоказана.
Особое внимание производители уделяют петле. Сейчас не встретишь машину, где при вымётывании петли надо вручную разворачивать ткань. Петлю можно обрабатывать в несколько приемов, переключая обратный ход и закрепку, в других машинах можно задать размер петли. Есть и такие модели, где достаточно задать размер пуговицы, и машина автоматически выполнит для неё петлю.
Теперь в Вашем распоряжении несколько видов петель в одной машине, среди которых петля с глазком, а в некоторых моделях даже не одна. Комплектация машин тоже различна: с дополнительным столиком для увеличения рабочей поверхности и без, в жёстком и мягком чехле.
Все эти технологические тонкости заметно облегчают шитье, а результат приближают к профессиональному, что, конечно же, не может нам не понравиться. Но кроме особых достижений конкретной фирмы-изготовителя, машины различаются по классам совершенства. Чем выше класс машины, чем сложнее она устроена, тем легче на ней работать.
Различие швейных машин по классам
Существует три основных класса швейных машин: машины с механическим выбором швов (так называемые, электромеханические машины), компьютеризированные машины (со встроенной компьютерной платой) и швейно-вышивальные компьютерные машины. Они различаются способом управления машиной, сложностью конструкции, своими функциональными возможностями и, как следствие, ценой.
Электромеханические машины – самые недорогие и незамысловатые машины. Здесь всё очень просто: все швы, которые умеет выполнять машина, нанесены на переднюю панель. Поворотом колеса Вы выбираете шов, устанавливаете необходимые регулировки (длину и ширину стежка, натяжение нити) и шьёте.
Очень много усовершенствований даже в такой простой машине. Все подсказки Вы найдёте на корпусе машины, давно упрощена заправка верхней и нижней нитей, инструкция нужна лишь в сложных случаях.
Многие фирмы снабдили машины такого класса встроенной электроникой, обеспечивающей максимальную силу прокалывания иглы при малой скорости.
В машинах этого класса большой выбор как функциональных, так и декоративных швов. Если учесть все вышеперечисленные характеристики, отличающие современную машину от её прообраза, эти машины не так уж и просты, как может показаться вначале. Добавим к сказанному, что именно этот класс машин особенно популярен и широко представлен в России.
Такая машина будет незаменимой помощницей в любом доме: она умеет всё самое основное, а простота исполнения привлечёт даже начинающую любительницу шитья.
Компьютеризированные машины, вобрав в себя всё лучшее от электромеханических машин, машины этого класса более функциональны. Встроенная компьютерная плата позволяет управлять машиной простым нажатием на клавишу.Кроме обычных рабочих строчек, в таких машинах большое разнообразие декоративных и отделочных строчек с элементами вышивки. Их можно комбинировать и создавать свои собственные композиции, которые украсят одежду. Ячейки памяти у таких машин достаточно объёмны: по 30-60 символов в каждой, Ваши программы машина помнит и воспроизведет по первому требованию.
У машин такого класса уже присутствует алфавит и цифры. Как правило, несколько видов петель, выполняемых автоматически. Машина сама следит за регулировками и выдает рекомендации по настройке на информационном дисплее.
Многих женщин (особенно старшего поколения) пугает слово «компьютер». Не следует страшиться новинки: именно компьютер облегчает управление машиной, что оказывается не сложнее работы на калькуляторе.
Благодаря встроенной компьютерной плате машина сама «думает» за вас: какую иглу лучше установить для ткани и выбранного шва, какая длина стежка при этом будет оптимальной. Машины такого класса уже более пяти лет на нашем рынке, и с каждым годом спрос на них растёт, ведь это машины для творчества и профессионального шитья.
Швейно-вышивальные компьютерные машины – это высококлассные швейные машины, оснащённые вышивальным блоком. Кроме профессионального шитья, они предлагают автоматическую вышивку на пяльцах.
Машин такого класса в мире единицы. Естественно, каждая серьёзная фирма стремится представить свою модель в этом классе машин, а некоторые даже не одну.
Швейные возможности таких машин практически не ограничены: более 500 рабочих и декоративных операций, около 10 видов петель, автоматические регулировки натяжения верхней и нижней нитей, несколько видов алфавитов и цифр, работа иглы более чем в 20 направлениях, многие процессы настройки и подготовки к работе автоматизированы.
Работа на такой машине удивительно проста и комфортна: в ней всё продумано до мелочей. При более детальном знакомстве с машиной такого уровня Вы будете приятно удивлены ещё очень многими тонкостями, превращающими шитьё в истинное удовольствие. Главное преимущество этих машин в том, что они могут автоматически вышивать гладью, крестом, делать мережки, ришелье, квилтинг.
Тематически подобранные рисунки составляют большой альбом, который Вы получаете при покупке. Из него в дальнейшем Вы сможете заказывать понравившиеся дизайны и пополнять свою домашнюю библиотеку вышивальных карт. У каждой из фирм свои разработки вышивок. Все они могут быть выполнены различными застилами. Идёт постоянная работа конструкторов над увеличением размера площади вышивки.
На этом вышивальные возможности машин не ограничиваются. Используя персональный компьютер, Вы можете создавать композиции из существующих дизайнов, а также придумывать свои собственные сюжеты для вышивок.
Для этого необходимо приобрести дополнительное программное обеспечение. При одних разработках, компьютер может напрямую подключаться к машине, в других случаях возможно подключение через специальное запоминающее устройство.
Это очень удобно, так как Вы можете создать дизайн на рабочем компьютере, а вечером дома выполнить вышивку. Машина без труда выполнит любую фантазию.
Оверлоки для тех, кто ценит качественную обработку швов. Оверлок — очень полезное дополнение к швейной машине. 2/3/4/5-ниточные оверлоки шьют, обмётывают и обрезают ткань одновременно.
В некоторых случаях оверлок может выполнить работу лучше, чем швейная машина.
Этот вид машин очень широко представлен на рынке. Модели постоянно обновляются и совершенствуются. Высококлассные оверлоки всё больше становятся похожи на швейные машины: они могут иметь свободный рукав, могут быть компьютеризированы.
Введение электроники в конструкцию существенно расширило возможности оверлока: многие регулировки теперь автоматические, а те, что надо выполнить самим, «подскажет» машина на информационном дисплее.
Дифференциал подачи материала облегчит работу с трикотажем. Широкий выбор дополнительных лапок позволит выполнить невидимую подгибку, пришивание тесьмы, бус, образования складок и рюш. У всех оверлоков есть одно общее: все они собираются в странах Азии.
Знакомство с фирмами-производителями
Все фирмы можно разделить на две группы: европейские, сохранившие свое производство на родине (Pfaff, Husqvarna и Bernina), и фирмы, заводы которых расположены в странах с дешёвой рабочей силой (Brother, Janome, Jaguar и др.).
Если быть до конца объективными, следует заметить, что недорогие машины электромеханического класса Pfaff и Bernina тоже собираются на Тайване, и лишь Husqvarna представлена на российском рынке машинами любого класса шведской сборки.
|
Особняком стоит Singer, который ассоциируется у нас со старой немецкой торговой маркой. Но это давно не так. Даже изначально это была американская компания, имеющая в Германии свой филиал. А теперь это огромный транснациональный концерн, под маркой которого выпускается бытовая техника, мебель, швейные и вязальные машины. Машины марки Singer собираются на Тайване, в Бразилии, в Китае и даже в России на Подольском заводе. Производство машин под маркой Singer составляет почти половину всех производимых в мире машин. До сих пор Singer выпускает ручные и ножные машины без электропривода, которые входят в это число. |
|
|
Немецкая фирма Pfaff производит свои машины уже более 100 лет, является одним из лидеров на мировом рынке швейных машин и очень популярна в России. Фирма знаменита производством промышленных швейных и вышивальных машин, что успешно было использовано при разработках бытовых машин. |
|
|
Шведская фирма Husqvarna может конкурировать с этой маркой. Эта фирма с 300-летней историей, выпускает швейные машины с 1879 года. До революции Российский рынок был одним из крупнейших, поэтому Husqvarna, как и Singer, была успешно на нём представлена. Впервые после перерыва Husqvarna появилась чуть позже фирмы Pfaff, но очень быстро завоевала рынок, удивив своей комфортностью и элегантностью моделей. |
|
|
Еще один мировой лидер швейных машин – швейцарская Bernina, фирма с более чем 100-летней историей. Долго не решаясь выйти на российский рынок, сегодня Bernina активно утверждает свои позиции, наполняя его высококлассными машинами. О машинах этих трех фирм можно говорить, как о конкурентоспособных одного уровня: тут и немецкая добросовестность и порядок, шведская основательность и надёжность, швейцарская точность и верность традициям. Эти машины престижные и дорогие, при этом традиционно надежные и долговечные. |
|
|
Brother и Janome – более молодые конкуренты этих солидных фирм, но очень быстро набравшие силу и стремительно завоевавшие рынок швейных машин. Janome – крупнейший производитель, имеющий три больших завода на Тайване, в Японии и в Таиланде, выпускающий машины под своей оригинальной маркой, а также собирающий машины для европейских фирм. В его активе более 250 моделей. |
|
|
Японский Brother – серьезный конкурент даже для европейских производителей. Выпуская как промышленные швейные и вышивальные машины, так и бытовые, Brother очень широко сегодня представлен на рынке и является лидером продаж. |
Характеризуя машины этих фирм, следует отметить прогрессивный подход к обновлению моделей, особенно электромеханических машин. Производители динамично расширяют ассортимент, ориентируясь на спрос потребителя, большой поток производства отражается на доступных ценах. Машины этих фирм очень популярны в России и, пожалуй, лидируют в объёме продаж всех швейных машин.
Кроме географических различий производства продукции, эти две группы принципиально различаются политикой продаж. В России только Pfaff, Husqvarna и Singer имеют официальные представительства, которые контролируют сервисную сеть обслуживания машин, работают над созданием имиджа фирмы и поддержкой её репутации.
Согласитесь, это серьёзный и ответственный подход. Потребители машин таких фирм более защищены, в сложных случаях они всегда могут обратиться в представительство. Продажа машин других фирм осуществляется через официальных дистрибьюторов. В своей работе они уже выступают от своего лица.
Второе принципиальное отличие касается непосредственно производства машин. Brother, Janome и Singer делают акцент на широкий модельный ряд, низкие цены, большое количество операций в каждой отдельной модели при сравнительной простоте исполнения машин. Более узкий ассортимент моделей с более качественными, доведёнными до совершенства машинами любого класса.
Покупка машины
При выборе машины ориентируйтесь на свои потребности и, конечно же, на материальные возможности.
При демонстрации машины ознакомьтесь с особенностями этой модели и основными навыками управления машиной. Попросите продавца проверить петлю, основные швы (достаточно двух или трёх). Вы можете захватить из дома кусочки своей ткани или трикотажа и проверить машину на них. При работе машины обращайте внимание на ходовую часть: не должно быть явных посторонних шумов, сильной вибрации.
Поинтересуйтесь у продавца правилами эксплуатации машины. Очень часто их нарушение приводит к некачественному шитью или сбою в работе машины. Не ждите от неё невозможного – нельзя добиться хорошего результата при установке длины стежка 6 и более мм на тонкой ткани или функции невидимой подгибки на коже. Соблюдайте технологию шитья – и тогда машина выполнит всё безупречно.
iceberg.ru
Классы швейных машин
Считая швейное искусство своим любимым занятием, своей работой, вы безусловно, сталкиваетесь с таким вопросом как «классы, типы, или классификация швейных машин». Все швейные машины делятся на три больших класса: машины, способные автоматически выбирать подходящие швы – электромеханические швейные машины, машины, оснащенные специальной компьютерной платой – компьютеризированные швейные машины и, наконец, машины, одновременно выполняющие функции шитья и вышивания. В зависимости от способа управления, модели, выполняемых функций и, соответственно, цены деление на классы, типы, или классификация швейных машин просто необходимо.
Простыми и недорогими считаются электромеханические швейные машины. Принцип работы такой машины достаточно несложен: все типы швов, с которыми справляется швейная машинка, находятся на передней панели. С помощью колеса вы отмечаете необходимый вам шов, устанавливаете соответствующую ширину и длину стежка, а также уровень и силу натяжения нити. Проделав все необходимые процедуры, вы можете смело садиться за машину и шить. Но даже такая простая машина претерпела много изменений и сейчас представлена в своем более усовершенствованном виде: намного упростился процесс заправки как верхней, так и нижней нитей; некоторые швейные машины имеют в своей конструкции встроенную электронику, благодаря которой намного увеличивается мощность прокалывания даже при небольшой скорости. Что касается выбора швов, то такая электромеханическая швейная машина имеет в своем запасе огромное количество не только функциональных, но и декоративных швов. Если принять во внимание все вышеперечисленные свойства новой усовершенствованной электромеханической швейной машины то можно прийти к выводу, что, на самом деле такой тип швейной машины не так-то и прост, но шить на нем может даже непрофессионал, а просто любитель. К слову будет сказано, электромеханические швейные машины такого типа наибольшим спросом пользуются в России.
Еще более простыми, усовершенствованными и наиболее функциональными из серии вопросов «классы, типы, или классификация швейных машин» считаются компьютеризированные швейные машины со встроенной компьютерной платой, позволяющей следить за работой машины путем простого нажатия на кнопку. Помимо обычных функциональных строчек, компьютеризированная швейная машина может выполнять также декоративные и отделочные строчки даже с вышивкой. Комбинируя строчки, вы сами создаете узоры, которые станут достойным украшением вашей одежды. Благодаря ячейкам памяти, каждая из которых хранит по 30-60 символов, компьютеризированная машина может с легкостью воспроизвести любую вашу программу. Что касается петель, то машина в состоянии автоматически выполнить их одновременно несколько. Вам не придется следить за регулировками, машина делает это сама; единственное, что от вас требуется, так это периодически проверять информационный дисплей, на который машина выводит советы по настройке. Плюсом ко всему, такого типа швейная машина сама автоматически подбирает тип иглы и длину стежка. Если кого-то пугает слово «компьютер», то страхи по этому поводу абсолютно неуместны. Компьютер помогает управлять машиной, и превращает в отдых порой сложный процесс шитья; да и работа на такой машине не составляет абсолютно никакого труда. Компьютеризированные швейные машины на нашем рынке уже более пяти лет, и спрос на них не падает, а наоборот, растет с каждым годом.
Ну и, наконец, последний класс швейных машин – это компьютеризированные швейно-вышивальные машинки, наивысший класс швейных машин. Машины такого типа несут на себе функцию не только профессионального и качественного шитья, но также и автоматически вышивают в пяльцах. Швейно-вышивальных машин в мире существует не так уж много, но каждая фирма-производитель стремится разработать и представить хотя бы одну швейную машину из этой серии. Такая машина обладает практически неограниченными возможностями. Большинство процессов настроек в швейно-вышивальной машине автоматизированы, работа иглы имеет свыше 20 направлений, в наличии машины имеются алфавит и цифры, процесс наблюдения за натяжением нижней и верхней нитей полностью автоматичен, машина выполняет свыше 500 основных рабочих и декоративных, дополнительных операций, машина способна также осуществлять около 10 разновидностей петель. Работать на швейно-вышивальной машине, выполняющей такие функции, одно удовольствие. Главной отличительной чертой такой машины является то, что они способны полностью автоматически производить ришелье и мережки, а также вышивать крестом и гладью. Но если вы хотите произвести что-то новое, придумать свою вышивку, то вперед – машина вам поможет; единственное, о чем вы должны позаботиться, так это о приобретении дополнительного программного обеспечения, т.к. не все машины могут напрямую подключаться к компьютеру. При покупке швейно-вышивальной машины вы также получаете большой альбом рисунков. Каждая фирма-производитель имеет свои оригинальные и красивые вышивки, которые вы, благодаря альбому, сможете заказывать.
Что касается оверлоков, то, в некоторых случаях, они могут качественнее обработать швы. Такое дополнение к машине как 2/3/4/5-ниточные оверлоки способны не только профессионально обработать швы, но даже одновременно обметь и обрезать ткань. Между прочим, некоторые конструкции оверлоков предполагают наличие свободного рукава и небольшой компьютеризации. Благодаря дополнительным лапкам, оверлоки, чье производство осуществляется исключительно в странах Азии, могут пришить тесьму, создать складки и рюши. Машины в комплекте с оверлоками пользуются большим спросом у покупателей.
Ну что ж, разобрав вопрос «классы, типы, или классификация швейных машин» думаю, что вы без труда сможете выбрать понравившуюся и подходящую вам для работы швейную машину.
sew35.ru
Что лучше- б/у швейная машина 22 класса, новая бытовая, или новая промышленная машина? (Размышления швейного мастера).

Вадим Сергеевич, штатный мастер фирмы «МИР ШВЕЙНЫХ МАШИН»
Я в последнее время присматриваю для себя промышленную машину для средних надомнических целей. Мне очень нравятся две машины Feiyue-Yamata FY 5550 (полегче и подешевле) и Feiyue-Yamata FY 5565 (тяжелее и дороже), я их посмотрел и опробовал в демонстрационном зале фирмы «МИР ШВЕЙНЫХ МАШИН» (Славянск-на-Кубани, ул. Школьная 318). Если установлен привод с плавным пуском, то и одна, и другая машинки шьют очень тихо, плавно, — просто замечательно, практически как бытовые «игрушки». Я пока еще и не решил, какую из них купить. Есть аналоги фирмы Garudan, но они дороже. Знакомый профессиональный механик по швейным машинам, занимающийся обслуживанием машин обоих производителей, сказал мне, что Garudan при эксплуатации в швейном цеху через 30 лет можно выбрасывать — износ металла ничем уже не компенсируешь. Правда, эксплуатация в цеху и в домашних условиях — это две большие разницы. Относительно б/у машин — это лотерея. Вам могут предложить машинку в возрасте и 3 года, и 40 лет. И даже при нормальном внешнем виде реальный износ такой машинки и ее способность нормально работать — это загадка, котрая будет стоить вам денег и нервов. И в любом случае очень не советую брать советские машины классов 862, 1862 — шум и вибрация ужасные, качество изготовления в последние годы (то есть в 1990-е) было очень плохое. Сейчас я пользуюсь древней Минервой зигзаг класса 335 (возраст примерно 35 лет, я на ней шью последние 12-13 лет). Разница между новой и бэушной машинками просто огромная! Если бы я мог тогда найти новую машинку-зигзаг для тяжелых материалов, купил бы сразу без колебаний. А тогда их не было ( сейчас то уже конечно есть, но они тоже недешевые), возможно бы судьба распорядилась мной иначе… А теперь поговорим о том, чем же отличаются бытовые швейные машины от промышленных?
Отличия бытовых швейных машин от промышленного швейного оборудования:
Функции. Современные бытовые машины достаточно универсальны для всех типов ткани, применяемой в быту, но конструктивно предназначены для работы с легкими и средними тканями (по массовой плотности). Шить что-то достаточно толстое или тяжелое на бытовых машинах длительное время не возможно. Промышленные же швейные машины разделены на специальные группы по типам обрабатываемых материалов: легкие-средние материалы, среднетяжелые и тяжелые, особотяжелые. Не существует промышленной машины, которая может «шить всё». Можно пытаться достичь какого-то качества путем настройки машины, но достичь максимального результата не получится.
Операции. Современные бытовые швейные машины обладают возможностью выполнять различные строчки и функции, в т.ч. выметывание петель, декоративные и трикотажные строчки, зигзаги, закрепки и т.д. Промышленная швейная машина предназначена для выполнения 1 операции (за редким исключением). Но — для выполнения этой самой операции с максимальным качеством, с максимальной скоростью (производительностью) с максимальной автоматизацией процесса (насколько это необходимо). Например, промышленный петельный полуавтомат после задачи ему размеров петли производит в течение 4-5 секунд следующие операции: закрепка нити, выметывание поперечной закрепки, выметывание столбика, выметывание поперечной закрепки, выметывание столбика, закрепка нити, обрезка нити, прорубание петли. И этот самый полуавтомат может делать только петлю. Рассчитан он на сотни и тысячи петель за 1 рабочую смену.
Скорость шитья у бытовой машины в среднем до 800 стежков в минуту. Скорость шитья промышленной машины может достигать и 8000, и 12000 стежков в минуту, но более популярные машины имеют скорость от 2000 до 5000 стежков в минуту. Разумеется, скорость является прямой составляющей производительности оборудования. Такая скорость накладывает особые требования к качеству применяемых в конструкции промышленной машины материалов.
Материалы. Из-за высокой нагрузки промышленная швейная машина не может иметь пластиковый корпус, пластиковые шестерни, алюминиевые рычаги и прочие подобные детали, применяемые в конструкции бытовых швейных машин.
Электропривод. Бытовые машины имеют коллекторный («щеточный») электропривод мощностью не более 100 Ватт, работающий в повторно-кратковременном режиме. В современных промышленных швейных машинах применяют различные электроприводы: фрикционные, индукционные, асинхронные, электронные, серво и другие приводы, имеющие мощность от 200 до 1000 Ватт и способные работать круглосуточно без остановок.
Смазка. В бытовых швейных машинах применяют капельную смазку узлов и агрегатов, а сейчас все большее распространение получает система «сухой» смазки, рассчитанной на определенное время безотказной работы. В промышленных швейных машинах применяют специальные системы смазки. Автоматизированная картерная система: маслонасос, погруженный в картер, разгоняет масло по всем основным узлам и агрегатам. Капельная смазка: по системе фитилей масло капиллярно или при помощи специальных разбрызгивателей проходит по узлам и агрегатам. Системы «сухой» смазки: основные трущиеся детали и механизмы посажены на герметичные подшипники с закачанной в них смазкой (принцип основан на технологии металлокерамики и специальных смазок).
Время эксплуатации. Современные бытовые швейные машины предназначены для работы в течение около 7 лет при условии применения в быту не более 1 часа в день. Современные промышленные швейные машины предназначены для работы в течение около 10 лет при условии круглосуточного применения.
В контексте процитированных высказываний хочу высказать три тезиса, выстраданных мной в суровой и многолетней жизненной борьбе — за качество шитья и удобство его осуществления, а также в борьбе с соседями, жалующимися на шум. Это мое субъективное мнение, и только. 1) При шитье действительно крупных изделий из жестких материалов промышленная машинка завсегда предпочтительнее бытовой — и в силу того, для каких режимов шитья она создана, и вследствие разницы в размерах, в конструкционных материалах. Конкретно, я шил рюкзаки для горного туризма/альпинизма, страховочные системы, спальные мешки и куртки с утеплителем. 2) Не покупайтесь на кажущуюся дешевизну и не берите бэушные машинки классов 22 и 1022! Классу 22 место — в музее, 1022 — в металлоломе. Отдельные редкие исключения хорошо сохранившихся и хорошо шьющих машин лишь подтверждают общее правило. Не забывайте, что 22-й класс перестали производить в 1950-х годах, 1022-й — реально где-то в конце 1980-х. Если вы ограничены в деньгах и при этом не шьете много, лучше возьмите дешевую прямострочку Velles или другого китайского производителя. 3) Как и многие другие люди, я потратил много лет и сил на то, чтобы приспособить бытовой моторчик к пром. машине. Добиться действительно удачного результата в итоге так и не удалось. Поверьте, лучше не пытаться в 1001-й раз изобретать велосипед — целесообразнее сразу ориентироваться на пром.мотор. Тем более что новые моторы с плавным пуском делают шитье необыкновенно комфортным.
1.krasnodarsewinger.ru
Швейная промышленная машина 1022, 22 класс
Швейная промышленная машина 1022, 22 класса – история развития
Советские, бывшие в употреблении швейные промышленные машинки 22 класса, до сих пор активно используются во многих частных швейных мастерских. И этот факт не удивителен, даже при нынешнем изобилии современной швейной техники в магазинах. Одним из фактов, объясняющих такую популярность старого, проверенного годами беспроблемной эксплуатации оборудования, является невозможность покупки современной и довольно дорогостоящей техники. И хотя швейные машинки 22 класса давно морально устарели, но по своим параметрам они редко уступают своим современным коллегам. Главным достоинством этой техники были и остаются надежность в процессе эксплуатации и универсальность использования. С хорошей настройкой, такая машинка может запросто справится с любым видом ткани, в том числе и с кожей.
Понятно, что внешний вид такого оборудования не отличается презентабельностью, но для множества мелких ателье и частных предпринимателей, зарабатывающих себе на жизнь пошивом, их использование становится единственным выходом при невозможности приобретения современного швейного оборудования.
Более современной модификацией машинки 22 класса стала машинка 1022 класса. Помимо своего, более современного внешнего вида она наделена устройством автоматической намотки нитки на шпульку и удобным рычагом обратного хода. В машине этого класса также применена автоматическая система смазки, позволяющая оператору не отвлекаться на смазочные операции и исключающая попадание смазочных материалов на ткань. Главным недостатком, так отличающим ее от своей предшественницы, машинки 22 класса, является характерная шумность, которая нарастает при наборе оборотов. Если в машинке 22 класса нет больших зазоров меж трущимися деталями и достаточно смазки, то она работает гораздо тише, чем машинка 1022 класса. Такая особенность объясняется тем, что на «старой» машинке вместо подшипников на главном валу применена втулочная система. Больше, в сущности, у этих машинок нет отличий. Они надежно проверены в своей эксплуатации, обладают простотой в настройке и до сих пор являются надежными помощниками в мелких ателье и швейных мастерских.
Загрузка …В том случае, если вы относитесь к тем портным, кто в своей работе до сих пор применяет машинки этих классов, то быть может, наш материал поможет вам выполнить некоторый мелкий ремонт и настройку машин, не прибегая при этом к услугам настройщика (зачастую, услуги такого мастера просто невозможны). Эта статья может быть использована как теоретический материал при выполнении ремонтных работ бытовых прямострочных машин, а также подобных им промышленных машин 97 класса.
Сравнение швейных промышленных машин 1022 и 22 класса
 Интеллект карта: Швейная промышленная машина 1022, 22 класс
Интеллект карта: Швейная промышленная машина 1022, 22 классПримечательно, что машинки 1022 и 22 классов при всех своих различиях обладают одинаковыми параметрами для настройки регулирования процесса шитья. Помните, что выполнение регулировочных и настроечных операций, зачастую, требует определенного опыта и знания. Но, не начав регулировать и настраивать на практике, такой опыт рискует никогда и не появится.
У этих машин принцип образования петли и взаимодействия челнока с иголкой одинаковые. Они имеют вращающийся только в одну сторону челнок. Заправленная в ушко иглы нитка, прокалывая материал, опускается в свое крайнее нижнее положение. В момент подъема иглы из игольной нитки образуется небольшая петля, ее тут же захватывает носик челнока. Иголка поднимается вверх, при этом петля верхней нитки обводится вокруг шпульного колпачка посредством челнока. После того как стежок будет затянут, челноком совершается один холостой ход. Вот вкратце, как выглядит цикл образования челночного стежка. Прямострочные бытовые швейные машинки, снабженные колеблющимся челноком, функционируют примерно по такому же принципу.
FacebookНажмите «Начать»
в Facebook Messenger
Нажмите «Разрешить уведомления» на след. странице
svoya-shveyka.ru